Сегодня существует несколько способов соединения труб, изготовленных из полиэтилена низкого давления (аббревиатура ПНД). Наиболее оптимальным и практичным является метод сварки. Однако чтобы выполнить эту процедуру правильно, без знаний некоторых технологических нюансов не обойтись. Стоит также прислушаться к мнению профессионалов. И даже определившись со способом, необходимо корректно подойти к выбору подходящего оборудования для сварки труб ПНД.

Тип аппарата для сварки ПНД труб выбирается в зависимости от диаметра изделий и способа соединения
Содержание
Способы соединения
Популярность ПНД труб обусловлена, помимо всего прочего, простотой их монтажа. Соединение выполняется двумя основными методами:
- разъёмным;
- неразъёмным.
Для реализации первого используются соединительные детали. Второй же предполагает использование аппарата для сварки ПНД труб. Как показывает практика, именно этот способ даёт лучшие результаты. Полученные в ходе сварки швы являются абсолютно герметичными и самыми прочными.
Эта технология в свою очередь бывает двух видов. Рассмотрим их несколько подробнее.
Электромуфтовой метод. Здесь используется специальная полиэтиленовая муфта со встроенными электрическими спиралями. Их концы выводятся и подключаются к специальному аппарату для электромуфтовой сварки ПНД труб. Он создаёт напряжение и по спиралям начинает протекать электроток. В результате деталь нагревается до необходимой температуры, а её поверхность плавится и увеличивается. Расплавленный полиэтилен, будучи ограниченным в пространстве внутренним диаметром электромуфты, подвергается воздействию требуемого для сварки давления. Далее аппарат можно отключить.

При электромуфтовой сварке трубы часто фиксируются ремнями, чтобы не произошло смещения во время нагрева
Прежде, чем начать непосредственно электромуфтовую сварку, торцы изделий необходимо тщательно очистить и обезжирить. Такую технологию принято использовать при ремонте отводов и создании врезок в уже существующую систему. Её особенностью является обеспечение неподвижности соединяемых деталей во время электромуфтовой сварки и до момента их полного остывания.
Стыковая сварка. Данный способ реализуется с применением специального аппарата для сварки ПНД труб. Сам процесс состоит из нескольких этапов:
- очистка торцов изделий от загрязнений с последующим их обезжириванием;
- нагрев кромок до вязкого состояния с помощью специального ТЭНа;
- соединение под давлением.
Дав швам остыть, можно вводить трубопровод в эксплуатацию. Критичными для стыковой сварки являются следующие параметры:
- время нагревания;
- температура;
- высота оплавления торцов;
- уровень давления на соединяемые поверхности.

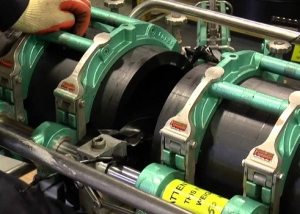
При сварке «встык» трубы жестко фиксируются специальным аппаратом, который после разогрева торцов сильно прижимает их друг к другу
На заметку! Стыковое сварочное соединение является основной технологией создания инженерной коммуникации из ПНД труб.
Сходства и отличия различных моделей аппарата для электромуфтовой сварки ПНД труб
Роднит все эти устройства небольшая масса и низкое энергопотребление. Современные модели такого оборудования предоставляют возможность работать даже с образцами минимальных размеров в автоматическом режиме. Объясняется это тем, что в конструкцию аппарата для электромуфтовой сварки входит микропроцессор, который выполняет регулировку параметров, протоколирует данные и позволяет выявлять все недочёты в работе.
А вот основные их отличия заключаются в следующем:
1. Тип и диаметр фитингов, с которыми способен работать аппарат. Вид муфты определяется размещением нагревательной спирали. Она бывает закрытой или открытой. Фитинг крупного диаметра может применяться совместно с обжимными пластинами. Последние предназначены для возврата деформированным при резке торцам первоначальной формы.
2. Набор опций контроля хода рабочего процесса. На поверхность электромуфты, как правило, наносится штрих-код, содержащий сведения о её характеристиках. С помощью штрих-сканера (данное устройство входит в комплект аппарата, предназначенного для электромуфтовой сварки ПНД труб) код считывается. После этого полученные данные автоматически или вручную вносятся во внешнюю память микропроцессора, который на их основе и задаёт режим работы.

Профессиональные машины для сварки управляются при помощи компьютера
На дисплее аппарата отображается информация о продолжительности процесса, температуре нагрева, напряжении, силе тока и проч. Все эти данные сохраняются в памяти такого современного оборудования. В большинство моделей входит система, сигнализирующая о старте либо о завершении процесса.
3. Количество производственных режимов. Применение подобных аппаратов обусловливает необходимость применения большого количества расходных материалов, что удорожает работы. Но это компенсируется следующими факторами:
- простота метода;
- возможность выполнения сварки в труднодоступных местах.
Именно поэтому модели такого типа применяются чаще всего при ремонте трубопроводов. Профессионалы выделяют ещё одно серьёзное преимущество данного метода. Кратко оно формулируется так: возможность сваривания ПНД труб не только разного диаметра, но и изготовленных из полимеров разных марок.
Стыковая сварка
Такой вид соединения применяется для труб, диаметр которых не менее 50 мм, а толщина стенок превышает 4,5 мм.
Важно! В отличие от электромуфтовой, стыковую сварку допускается выполнять только с трубам, произведёнными из одной марки полимера.

При правильно проведенной стыковой сварке в месте соединяемых торцов появляется «валик» из расплавленного пластика
Данный способ предполагает выполнение такой последовательности действий:
- начальный этап – проверка геометрии труб. Для обеспечения плотности прилегания торцов, кромки необходимо подровнять и зачистить;
- затем осуществляется крепление свариваемых концов ПНД труб с соблюдением соосности.
- после этого между торцами изделий заводится нагревательный элемент. При подаче напряжения он нагревается, что вызывает оплавление кромок труб;
- потом нагревательный элемент удаляется, а торцы прижимаются с применением усилия друг к другу, и под давлением выдерживаются до полного остывания. Выдавленный слой расплавленного полиэтилена, затвердевая, образует сварной шов.
Ниже приведена таблица времени, необходимого для стыковой сварки.
Таблица 1
| Диаметр трубы наружный, мм | Время нагревания, секунды | Время соединения, секунды | Время охлаждения, минуты |
| 75,0 | 30 | 10 | 8 |
| 63,0 | 24 | 8 | 6 |
| 50,0 | 18 | 6 | 4 |
| 40,0 | 12 | ||
| 32,0 | 8 | ||
| 25,0 | 7 | 4 | 2 |
| 20,0 | 7 | ||
| 16,0 | 5 |
Без наличия определённой квалификации успешно выполнить все эти операции стыковой сварки не удастся, так как делать их необходимо быстро и аккуратно с обязательным соблюдением всех технологических требований.
Типы аппаратов стыковой сварки
В зависимости от оснащённости, станок для стыковой сварки может принадлежать к одному из существующих типов.
Ручное сварочное зеркало. В состав такой модели входит только нагревательный элемент – зеркало. Все операции, начиная от подведения торцов, и заканчивая удержанием их в нужной позиции под давлением, производятся вручную.

Трубы больших диаметров свариваются только на аппарате с гидравлическим приводом
Отнести подобное оборудование к категории высокотехнологичного можно лишь с большой натяжкой, поскольку «человеческий фактор» не способствует получению качественного шва. Поэтому с помощью зеркал свариваются трубопроводы низкого давления, например, канализационные. Их главными достоинствами являются небольшая стоимость и малый вес.
Станок для сварки ПНД труб. Это агрегат более сложной конструкции, в нем имеется станина. На ней смонтированы нагревательный элемент, центратор с зажимами, торцеватель и привод. Центратор предназначен для фиксации и центровки концов. Торцеватель же осуществляет подрезку торцов и обеспечивает, таким образом, их плотное прилегание.
Если взять за основу критерий вид привода, подающего концы труб и прижимающего их торцами, то такое оборудование бывает:
- с механическим приводом. Аппарат приводит в действие мускульная сила сварщика, прикладываемая к рычагу либо винту. Поэтому станок такого типа не используют для сваривания ПНД труб, диаметр которых превышает 160 мм, поскольку от исполнителя потребуются чрезмерные усилия;
- с гидравлическим приводом. Именно такое оборудование применяют для соединения труб с диаметрами более 160 мм.
На заметку! Стоимость гидравлического аппарата для стыковой сварки ПНД труб гораздо больше цены станка с механическим приводом.
Аппарат для раструбного сварочного соединения
Главной деталью подобного оборудования является головка нагрева. На ней закрепляются два нагревательных элемента типа насадок, дорна и гильзы.

Сварочный аппарат для раструбного соединения ПНД труб применим для изделий малого диаметра
Дорн расплавляет внутреннюю поверхность соединительной муфты, а гильза предназначена для плавки наружной поверхности конечной части ПНД трубы.
Диаметры этих аксессуаров лежат в пределах 16 ≤ D ≤ 40 мм. Для выполнения сварочного соединения ПНД элементов трубопровода насадки подвергают предварительному нагреву до температуры +220˚С. Затем на каждую из них с усилием насаживают конец трубы и соединительную муфту. После достижения требуемой степени нагрева, муфта и конец снимается с насадок, и стыкуются под давлением. Дав полиэтилену остыть, такую же операцию необходимо провести с другим концом.
Раструбное сварочное соединение применяется чаще всего внутри помещений. При этом диаметр должен быть не более 40 мм. Для работы с большими сечениями используется сварочный аппарат, оснащённый устройством для центровки.
Обзор ручных аппаратов для электромуфтовой сварки от ведущих производителей
На мировом рынке наибольшей популярностью пользуется оборудование для проведения подобных работ от таких фирм, как Rothenberger, Ritmo и DYTRON.
В нижерасположенной таблице представлены наиболее популярные модели вышеуказанных компаний.
Таблица 2
| Бренд | Модель | Мощность нагревателя, Вт | Масса, кг | Диаметры свариваемых труб, мм | |
| Ritmo | Prisma 90 | 1000 | 54 | 20-90 | |
| Prisma 125 | 1400 | 100 | 25-125 | ||
| Rothenberger | ROVELD P 63 | 800 | 1,8 | 60,53,40,32,25,20 | |
| ROVELD P 40 | 650 | 1,0 | 40,32,25 20 | ||
| ROVELD P 125 | 1300 | 7,5 | До 125 | ||
| ROVELD P 110 | 1300 | 2,2 | 110,30,75 | ||
| DYTRON
|
POLYS P-4a 850W Trace Weld | 850 | 1,6 | 16-75 | |
| POLYS P-4a 650W Trace Weld | 650 | 1,3 | 16-63 | ||
| POLYS P-4a 1200W Trace Weld | 1200 | 1,8 | 16-125 | ||
| Dytron 500W POLYS P-1b | 500 | 1,3 | 16-40 | ||
| Dytron 850W POLYS P-1b | 850 | 1,6 | 16-75 | ||
| Dytron 650W POLYS P-1b | 650 | 1,3 | 16-63 | ||
Rothenberger (Германия). Основание этого бренда датируется 1949-м годом. Более чем полувековая напряженная и плодотворная работа специалистов вывела компанию Rothenberger, поначалу являвшейся небольшой фирмой, в категорию мировых гигантов. Представительства данного бренда открыты в 25 государствах мира, включая те страны, в которых работают 14 заводов Rothenberger. А, по мнению экспертов, логотип этой компании на продукции означает надёжность и высочайшее качество.

От того, насколько качественное оборудование используется для сварки, зависит надежность соединения и удобство проведения работ
Ritmo (Италия). История данного бренда началась относительно недавно – в 1979 году. А сейчас он уже входит в число ведущих мировых компаний, специализирующихся в сфере технологий обработки пластмасс. Инженеры Ritmo создают высококачественную продукцию, соответствующую строгим международным и национальным стандартам (EEC, ISO,UNI). Высокая степень организации бизнеса обеспечивается постоянным анализом специалистами компании положения дел в данном сегменте мирового рынка. Линейка продукции бренда Ritmo включает полный ассортимент оборудования и инструмента для раструбной, электромуфтовой и стыковой сварки.
DYTRON (Чехия). Год основания компании – 1992. В списке её товарных позиций присутствуют как мобильные устройства, так и ручные модели для реализации стыкового сварочного соединения пластиковых труб. И с каждым годом ассортимент компании DYTRON пополняется новыми образцами.
Важно! Одним из существенных преимуществ данного бренда является не только то, что он имеет сертификат качества ISO 9001:2000. Помимо этого, его продукция соответствует ещё и экологическому сертификату ISO 14001.
Покупка любого такого аппарата обеспечит надёжность результатов выполненной ручной электромуфтовой сварки.





То есть, лучшея паяльник для пнд труб на прокат взять, если надо один раз поработать. А где такое оборудование дают и сколько стоит аренда?
Вовремя прочитал статью о пайке ПНД труб. Собирался обойтись для стыковки фитингами. Но, как оказалось, в случае подземной прокладки трубопровода их использовать нельзя. Вернее, можно, но необходимо обеспечить к фитингам доступ. А это – лишние хлопоты. Так что станок для пайки ПНД труб – оптимальный вариант. Его можно напрокат взять, в инете можно найти такие магазины.
Я брал установку для сварки не с механическим, а с гидравлическим приводом, которым профи работают. Всё на автоматике, только надо трубы качественные и по технологии работать. Там и материалы немного отличаются, есть трубы из полиэтилена, полибутена, полипропилена, поливинилденфторида. Лучше полиэтилен низкого давления (ПНД). Под коммуникации больше идут трубы ПНД, технология сварки у них доступная, самостоятельно мужики управляются даже те, кто ни разу таких труб в руках не держал