В процессе создания инженерных систем мастерам приходится решать вопрос, как соединить пластиковые трубы. Технологии стыковки отличаются друг от друга и определяются конкретным типом системы. Сегодня наибольшее распространение получила сварка поливинилхлоридных (ПВХ) труб. Хоть её выполнение не сопряжено с особыми трудностями, во избежание появления протечек во время эксплуатации производить работы необходимо с учётом рекомендаций профессионалов.

Соединение труб ПВХ проводится разными методами сварки
Содержание
Виды сварочных работ
Соединение труб ПВХ сваркой осуществляется чаще всего с использованием специального паяльника и способом «холодной сварки». Основным достоинством последнего метода является простота реализации соединения. Работы выполняются без применения специального оборудования.
Эти способы подходят, в первую очередь, для трубопроводов с низким давлением рабочей среды. Если жидкость по нему будет протекать с большим напором, то необходимо использовать другие методы соединения:
- муфтовую сварку;
- электромуфтовую сварку;
- стыковую сварку.
Принцип работы этих технологий основан на том, что под воздействием высокой температуры поливинилхлорид плавится. При плотном контакте надёжное соединение образуется за счёт проникновения частиц свариваемых изделий из одного в другое на молекулярном уровне.

Трубопровод, в котором жидкость циркулирует под давлением, должен быть смонтирован методом горячей сварки
Холодная сварка
Как было сказано выше – это очень простой способ раструбной стыковки ПВХ труб. Осуществляется он с помощью агрессивного клея для твёрдых пластиков. Современная промышленность выпускает несколько видов такого вещества. Но объединяет их то, что в состав любого клея в качестве основы входит сам поливинилхлорид, растворённый в циклогексаноне, метилэтилкетоне и тетрагидрофуране.
Для повышения эффективности адгезии и обеспечения возможности контролировать вязкость смеси и время схватывания в двухкомпонентный клеевой материал добавляются различные присадки. Процесс отвердения клея сопровождается испарением растворителей и переплетением полимерных цепочек поливинилхлорида. В результате получается соединение, которому присущи те же рабочие характеристики, что и цельной ПВХ трубе. Выполнять холодную сварку можно в широком температурном диапазоне окружающей среды: от +5 до +35˚С. А применение морозостойкого клея предоставляет возможность соединять ПВХ трубы даже при минус 17˚С!

Трубы ПВХ можно склеить между собой, применив особый клеевой состав
В жаркую погоду выполнять эту процедуру необходимо максимально быстро. Так вы избежите засыхания клеевого состава до завершения монтажных работ.
Полезный совет! Для качественного соединения приобретайте проверенные на практике и известные марки клея, например, такие, как Гебсопласт (Gebsoplast, Франция), Гриффон (Griffon, Голландия) или Тангит (Tangit, Германия).
Как соединяются трубы ПВХ холодной сваркой, вопрос несложный. Выполняется эта работа в такой последовательности:
- Ровно отрежьте необходимый сегмент трубы.
- Снимите фаску под углом 15 градусов.
- Очистите трубу и раструб от пыли и грязи. Удалите влагу.
- Нанесите аккуратно кистью клей на поверхность раструба и трубы.
- Сразу же после этого вставьте трубу в раструб.
- Для равномерного распределения клея по поверхностям поверните трубу на 90 градусов.
- Зафиксируйте соединяемые элементы в течение 20-30 секунд, не допуская их повторного проворачивания. Процедура склеивания должна быть выполнена не более чем за 1 минуту.
Перед тем, как подать пробный объём рабочей среды, выдержите время. Его значение вы найдёте в ниже размещённой таблице.
Таблица 1. Длительность периода формирования клеевого раструбного соединения. Единица измерения – часы.
| Номинальный диаметр трубы, миллиметры | 125,0 -250,0 | 125,0 -250,0 | 75,0 -110,0 | 75,0 -110,0 | 16,0 -63,0 | 16,0 -63,0 | |
| Давление не выше, МПа | 1,60 | 1,0 | 1,60 | 1,0 | 1,60 | 1,0 | |
|
Температура окружающей среды
|
От 5 до 10˚С | 32 | 16 | 16 | 8 | 8 | 4 |
| Выше 10˚С | 16 | 8 | 8 | 4 | 4 | 2 | |
Муфтовая сварка
Данная методика стыковки предполагает применение соединительной муфты либо тройника. Для её выполнения вам понадобится ручной или стационарный нагревательный аппарат. Хоть такое соединение осуществляется достаточно просто, необходимость в применении дополнительного дорогостоящего оборудования сужает круг приверженцев муфтовой сварки.

Для нагрева торцов трубы и муфты используется специальный прибор — так называемый паяльник
Реализация этого способа заключается в предварительном нагреве торца трубы и конца муфты до определённой температуры. Когда они станут пластичными, труба вставляется в отверстие муфты. Чтобы получить монолитное соединение, соблюдайте определённые правила и выполняйте работу предельно аккуратно. Угловые отклонения и несоосность муфты и трубы вызовет необходимость повторного выполнения операции. Но уже с новой муфтой.
Основные правила формулируются так:
- начинать и заканчивать процедуру нагрева трубы и муфты необходимо одновременно;
- нагрев деталей производите только строго отведённое время. Его отсчёт начинайте лишь после того, как трубу и муфту полностью насадите на нагревательные элементы. При установке не допускайте их вращения. Это относится также к периоду нагрева и момента снятия деталей;
- когда нагрев завершится, быстро снимите с нагревателя муфту и трубу, после чего соедините их так, чтобы наплыв поливинилхлорида закрыл предварительно нанесённую метку глубины сварки.
Полезная информация! Раструбное соединение, полученное муфтовой сваркой, является монолитным. Начинать им пользоваться можно, как только детали остынут до комнатной температуры.
Данным методом часто пользуются мастера при прокладке трубопровода в квартирах и домах.

Муфтовой сваркой можно соединять трубы разного диаметра, только нужно подобрать подходящую насадку на паяльник
Электромуфтовая сварка
Такой способ соединения предусматривает использование специальных пластиковых муфт со встроенными спиралями, которые выполняют функцию нагревательного элемента. Из основных достоинств данной технологии стоит выделить быстрый несложный процесс монтажа и формирование качественного герметичного шва. Однако этим методом можно соединять ПВХ трубы, толщина стенок которых не превышает 4 мм.
Прежде, чем начать процедуру стыковки, очистите торцы труб и прилегающую к ним внешнюю и внутреннюю поверхность от пыли и грязи, удалите влагу и обезжирьте их. Снимите фаски. Сделав это, вставьте трубы в муфту с её обеих сторон. Затем подайте со специального прибора напряжение на данный фитинг. Спираль начнёт нагревать и расплавлять пластик муфты и труб. Электропитание отключится автоматически при достижении необходимой температуры. Такое удобство обеспечивается тем, что на каждой электромуфте размещается штрих-код, в котором содержится вся необходимая для монтажа технологическая информация. Впрочем, существует возможность задания временных параметров такого процесса соединения ПВХ труб и в ручном режиме. Для этого необходимо ввести в вышеупомянутый специальный прибор соответствующие данные.

Данный тип соединения производится при помощи электросварных фитингов
При температуре окружающей среды ниже +5˚С, проводить такую работу не рекомендуется. Элементы соединения становятся хрупкими, период нагрева возрастает, в то время как остывание происходит очень быстро.
Таблица 2. Временные интервалы электромуфтового соединения ПВХ труб.
| Номинальный наружный диаметр, миллиметры | Время оплавления, секунды | Время технологической паузы, менее … секунд | Время охлаждения, секунды |
| 110,0 | 50 | 10 | 480 |
| 90,0 | 40 | 8 | 360 |
| 75,0 | 30 | 8 | 360 |
| 63,0 | 24 | 8 | 360 |
| 50,0 | 18 | 6 | 240 |
| 40,0 | 12 | 6 | 240 |
| 32,0 | 8 | 6 | 240 |
| 25,0 | 7 | 4 | 120 |
| 20,0 | 5 | 4 | 120 |
| 16,0 | 5 | 4 | 120 |
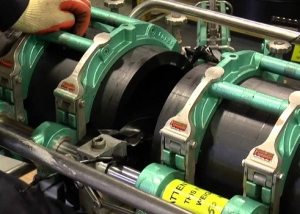
Стыковая сварка
Для соединения ПВХ труб этим способом вам понадобятся ручной сварочный аппарат и ножницы для резки труб. Мощность аппарата, а также диаметр насадок должны подбираться с учётом диаметра стыкуемых изделий. Прежде чем начать использовать ножницы, убедитесь в их достаточной остроте. Так вы избежите деформации стенок труб.
Сам процесс стыковой сварки выполняется следующим образом:
- Очистите и обезжирьте торцы труб.
- Нанесите на трубы отметки их вхождения в фитинг.
- Снимите фаски.
- Нагрейте трубы до необходимой температуры. Для ПВХ изделий таковой является +250˚С.
- Соедините свариваемые отрезки.
- Охладите созданный элемент трубопровода.
Многие наши соотечественники, узнав, как соединять трубы ПВХ, при выполнении этой работы своими руками нередко допускают ошибки, которые могут обусловить потерю работоспособности установленной магистрали. Наиболее часто встречается некорректное сведение соединяемых элементов. Это приводит к возникновению зазоров. Причина – при совмещении труба была введена не до упора. Визуально контролировать это в процессе сварки невозможно, просто необходимо приложить больше силы.
Важно! Чрезмерные усилия тоже могут привести к негативным последствиям. В этом случае труба деформируется и в образовавшихся на её внутренней поверхности складках начнут накапливаться отложения, в результате чего просвет магистрали в конечном итоге будет полностью перекрыт.
Чтобы не пришлось переделывать всю работу, расчёты выполняйте со всей ответственностью, будьте скрупулезны. Только тогда проложенный трубопровод будет безупречно работать долгие годы.





Хочу сказать, что надо использовать ПВХ трубы и такие же соединительные
элементы от одного производителя. Мой знакомый как- то решил сэкономить и купил дешёвые трубы «Made in China», думал, что сварка труб ПВХ, выполненная своими руками, с качественными фитингами (немецкими что ли) обеспечит герметичность соединения. Нетут-то было. Ведь температура плавления при холодной сварке у этих деталей, как оказалось, разная, поэтому без дефекта не обошлось: хоть и не сразу, но, всё-таки, он проявился и пришлось опять деньги тратить.